- Les particules générées de résidus issus des scieriesse font séchées et collées.
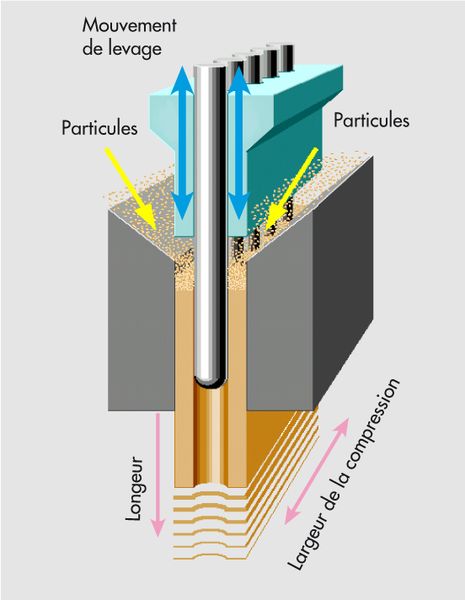
- Le piston est mise en mouvement levage parl'excentrique.
- Les particules collées tombent dans un canal situésous le piston entre des plaques chauffées à unetempérature d'environ 190 °C.
- Marchant continue et rythmique, le piston comprimeles particules et pousse le panneau verticalementvers l'avant.
- Des vis de pression règlent précisément l'épaisseuret, à travers la résistance au glissement, lacompression du panneau.
- Les particules collées se solidifient sous l'effet de lapression et de la chaleur.
- La vitesse de l'avancement se monte entre 500 et 2000 mm/min selon le type de panneau.
- Pour la production de panneaux tubulaires, desbarreaux chauffés à double paroi sont accrochésau piston et avancent dans le canal de pression.
- un panneau plein et tubulaire dans lequel lasuperficie des particules s’oriente en majoritérectangulaire par rapport au sens de la machine età la superficie du panneau
- la fabrication s’effectue par la technique d’extrusioncontinue
- Largeur de l’extrusion
- 2 groupes de presses:
- jusqu’à 2100mm: conforme à lahauteur de portes
- jusqu’à 1270mm: conforme à la mésureinternationale de 4´
- Longeur de l’extrusion
- Direction des tubes
- généralement: la largeur de la porte
- possible: presses larges jusqu’à 1200 mm
presses étroites jusqu’à 3000 mm